喷气织机整体解决方案
详情介绍
喷气织机整体解决方案
Compact Solution案例精选集――喷气织机整体解决方案

喷气织机的引纬方式是用喷射出的压缩气流对纬纱进行牵引,将纬纱带过梭口,最大特点是车速快、劳动生产率高,适用于平纹和纹路织物、细特高密织物和批量大的织物的生产,是无梭织机中最先进,最为成熟的产品。
喷气织机通过张力传感器检测经纱总张力,由 CPU 控制由开口、松经、送经、经轴的卷径变化而发生的经纱张力变化,从而保证送经精度并使经纱保持恒定的张力。并采用电控送经机构,根据织机停台时间由计算机控制伸长,使织轴倒转。
由于喷气织机采用了微机技术以及其他电子技术,对全机的运动进行控制,尤其对产品质量的自动监控,使得喷气织机的生产效率大大提高,产品质量得到保障。织机上还安装了很多监控传感器,使得织机具有自动运行及程序控制的功能。
目前国产喷气织机电控系统都基本上要求具备了以下功能:
1、? 电子卷取功能;
2、? 电子送经:有单经轴、双经轴两种;
3、? 储纬控制:4色自由选纬,主要的储纬方式有FDP和IRO定长型两种;
4、? 引纬控制:最多有4个主喷、4个剪切喷或辅助主喷嘴、18个辅喷、1个牵伸喷的高低压控制;
5、? 电子多臂:16片电子多臂;
6、? 织机的动作控制:正转、反转、快车、停车、正找纬、反找纬、急停、短纬、长纬、断经、绞边、废边断纱检测等的检测;
7、? 门幅越来越宽,一般到360毫米,入纬率越来越高,一般到1800米/分钟;
由于国产纺织机械要求电气控制系统,性能高、稳定性好、维修方便、故障率低,最好买回来就能用,用几年也不要保养维修,因为厂家基本没有专业的电气维修工程师;要求能适应高温高湿、多毛羽和粉尘,电源波动大,群机干扰大,连续24小时不间断长期工作,大部分厂条件一般都比较差;总之各种市场很大,要求很严格,但对价格控制更紧。

在OMRON喷气织机整体应用方案中(右图为OMRON喷气织机控制系统实物图),角度传感器采用了OMRON公司的E6B2-C型增量型光电编码器,可准确地给出织机任何定位角度,控制精度达1度。此编码器一路给PLC提供角度信号,一路给阀门控制板提供角度信号。
主控部分采用OMRON公司CP1H系列CP1H-XA40DT-D可编程序控制器,该PLC内置功能强大,具体功能及控制对象如下:
内置4轴高速计数功能(单相100kHz,相位差50 kHz),接入旋编信号,在选用360P/R编码器,车速为1200转/分时,高速计数器输入脉冲频率为7.2KHZ,有很大余量。
CP1H内置8点中断输入功能,可捕捉宽度为50uS脉冲,响应频率为5kHz。当使用FDP储纬器时,FDP的FP信号及编码信号采用中断输入,当FDP最高3000转/分时,频率为1.2KHZ,4个FDP用4路中断,完全达到要求。
CP1H内置4路模拟量输入2路模拟量输出功能,最大分别率为1/12000,经纱张力信号通过内置的模拟量输入进PLC。2路模拟量输出可控制两只FDP驱动用的变频器,来调节FDP电机转速,控制纬纱张力。
CP1H还内置了4轴脉冲(100 kHz)的定位功能。电子卷取和电子送经(双经轴)系统最多是3轴伺服电机,配合采用OMRON公司的SMARTSTEP Z系列交流伺服电机可实现位置控制,卷取主动棍定位精度可达0.0001毫米,送经经轴定位精度可达0.0005°,足够满足织造要求。
通过CP1H内置的两个RS232C或RS485通讯口之一的RS485口和触摸屏通讯,适合于显示器和电箱分离式的环境,用一个RS232C口和阀门控制板通讯,满足快速控制的要求。
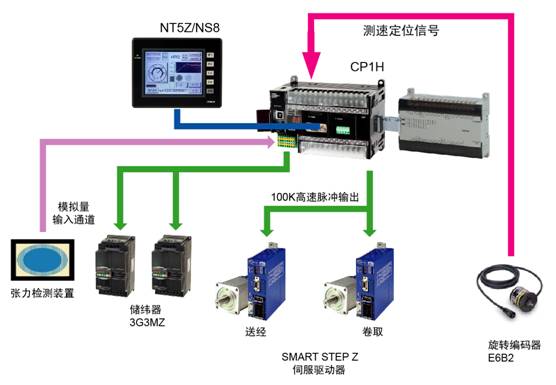
欧姆龙系统方案配置图
送经卷取系统采用OMRON公司的SMARTSTEP Z系列交流伺服电机,具有体积小,节省安装空间;设定方便,设定极其简单;完全自动调整,不会失调等优点。
储纬控制系统采用OMRON公司的3G3MZ变频器,该变频器搭载了自动调整功能的无传感器矢量控制,控制性和应答性有了很大的提高,内置的CE规格的噪音滤波器,不会对别的设备造成影响。外型新颖,接线方便。FDP的转速反馈用中断方式进PLC,根据设定选纬程序和每纬放纱圈数,并和车速连动,通过PID运算后,由PLC的模拟量输出到变频器,调节FDP电机的转速,控制纬纱张力,达到稳定放纱和储纱的要求。
喷气织机的显示器采用OMRON的5.7英寸16级灰度单色屏NT5Z或者NS系列 8英寸彩屏通过其独有的SAP程序库、支持多达1000种配方以及多语言切换功能,与欧姆龙控制器与器件之间进行了简易化的连接和画面制作,大幅度节约了产品开发时间。
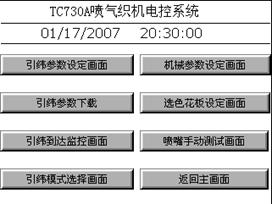
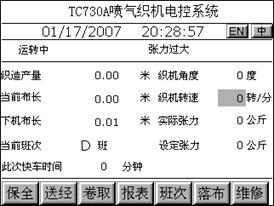
喷气织机的显示画面
采用OMRON公司整体解决方案后,优化 了喷气织机的工艺结构,使其控制核心更加简单、可靠、稳定,更增加了抗干扰能力,降低了故障率低。