图像传感器在容器饮料行业的改善案例用途集
详情介绍
图像传感器在容器饮料行业的改善案例用途集
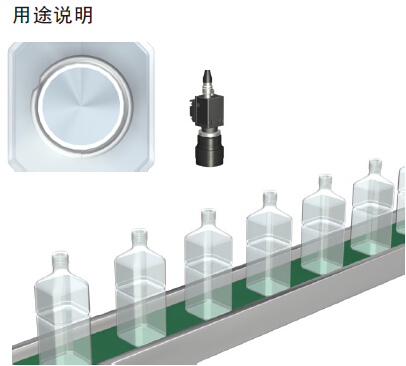
缺陷检测
瓶口检测
以前的方法
以前的缺陷检测中,除了特定颜色以外的缺陷无法进行抽取检测。
检测的要点和导入效果
真彩缺陷检测中不用进行颜色的抽出,因此特定以外的颜色缺陷都可检测。
缺陷检测
托盘污垢检测
以前的方法
用以前的图像传感器检测面积较大的缺陷时,处理速度会不够快。
检测的要点和导入效果
利用欧姆龙的四处理控制器,缺陷检测也可超高速并行处理。可用高分辨率相机实现高速处理。
.jpg)
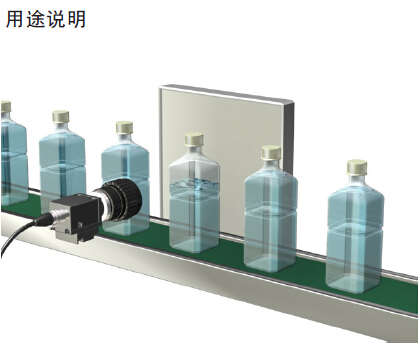
位置检测
PET瓶子的液面检测
以前的方法
使用传感器检测时,很难稳定地检测液面。
检测的要点和导入效果
用视觉传感器检测液面,可稳定地进行相关检测
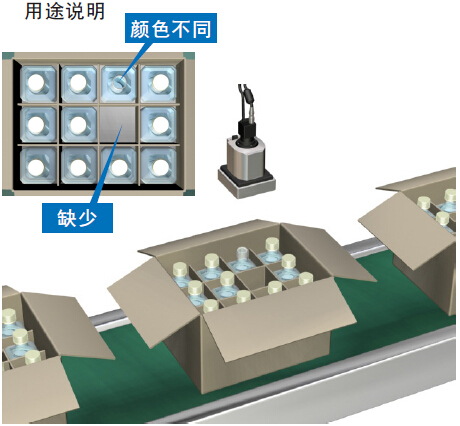
有无检测
包装箱内检测
以前的方法
如果使用以前的图像传感器,准备工具切换时要改变视野,此时必须要移动相机。
检测的要点和导入效果
使用智能相机后,无须移动相机即可自由变换视野。
文字检测
保质期印字检测
以前的方法
用以往的视觉传感器检测文字的有无时,会受到光泽工件表面的影响,无法稳定地检测。
检测的要点和导入效果
FQ系列中,标准配备可拦截光泽面正反射光的偏光滤镜。可稳定地对光泽面进行检测
